
齿条标准制作工序步骤:材料,铣四面,滚齿,修整长度,热处理,整直,钻孔,四面研磨,齿面研磨,成品检验,成品包装。
一选择材料
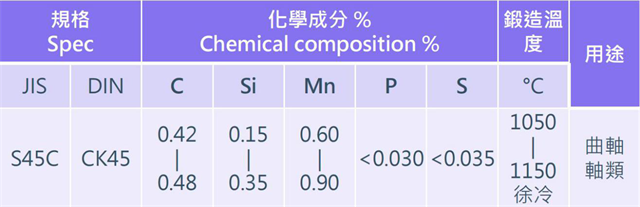
中碳鋼各國用語,分別為
日本JIS規格:S45C
美國SAE規格:1045中碳鋼,
德國DIN規格:CK45
退火
退火是為了軟化鋼材、調整結晶組織、去除內部應力、改善冷軋加工及切削性的熱處理方法。
根據使用目的,退火細分為完全退火、球化退火、去應力退火、中間退火等
中間退火
為了使下一道工序的加工容易進行,冷軋工序的途中對變硬材料做軟化處理的退火加工。
S45C(機械結構用冷軋碳素鋼)190~230HB
調質
調質是淬火與回火(高溫)處理相結合、調整鋼的硬度/強度/ 靭性的熱處理。調質處理後的材料硬度為一般機械加工範圍的硬度 一般調質硬度如下表示:
S45C(機械結構用碳素鋼)200~230HB
SCM440(機械結構用合金鋼)200~230HB
二:銑四面
把原本的素材,加工成我們要的外徑尺寸及形狀。利用成型刀具,依照標準的齒距及齒形做滾齒加工。

齿形的术语

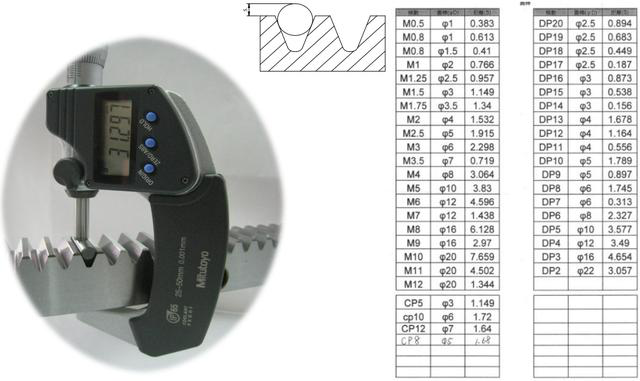
齿距比较表

四、修整长度
修整長度是為了讓每支齒條的長度都能一致,相接時能順暢的做接合動作,每種齒型在做相接時,都有不同的關隙,間隙太小齒條組裝時會相抵,間隙過大齒型會不完整,而且不美觀。

為了確保各齒型的間隙都能適中,在製作過程中我們用厚薄規來檢驗每支齒條的間隙。
五、热处理高週波(又稱高頻淬火)
高週波是將含碳量在0.30%以上的鋼材通過感應加熱,使材料表面變硬的淬火熱處理。經過高週波熱處理的齒條,其齒面及齒頂可以得到高硬度。
其中M8齒條因為齒高比較長,齒根部有得不到硬化的可能性,所以熱處理方式改為中週波(又稱低頻淬火),按照M8的齒形一齒一齒加工,確保日後機台重傳動而崩齒。
高週波熱處理後需要在做低溫回火處理,目的是讓材料的硬度降低、增強韌性。
S45C & SCM440的高週波硬度及硬化層深度,參考如下
淬火硬度45~50HRC
有效硬化層深度 1~1.5mm
六、整直
熱處理後齒條一定會彎曲變形,藉由整直的步驟,來把變形的齒條壓為平整,以利後續加工。
七、钻孔
鑽孔程序至於熱處理後,是為了防止孔徑及孔距的變形,以及整直時怕壓到孔位而導致斷裂。
定位銷孔的孔距及孔徑一定要現配,不然無法對齊。定位銷孔的用意是要讓齒條能更牢固的致於機檯上。
八、四面研磨
由於高週波熱處理(高頻淬火)產生形變,所以一般情況下齒條的精度會下降。藉由四面研磨來改善表面的形變及精度,也可以讓齒面研磨時有個更精準的基礎承靠面。
九、齿面研磨
齒條表面研磨後,表面粗糙度降低,平行度跟垂直度也會更精準。
沒有經過高週波熱處理(高頻淬火)的齒條齒面強度低。 通過淬火處理,齒條的齒面強度可以提高約3~5倍左右,但是因為熱處理時的溫度影響,齒條的齒面精度下降,噪音增大。
淬火處理後對齒面做研磨加工可以改善熱處理精度和齒面粗糙度,製造出高精度、高強度的齒條。
齒面經過研磨加工後、齒面粗糙度降低,齒條的強度提高。
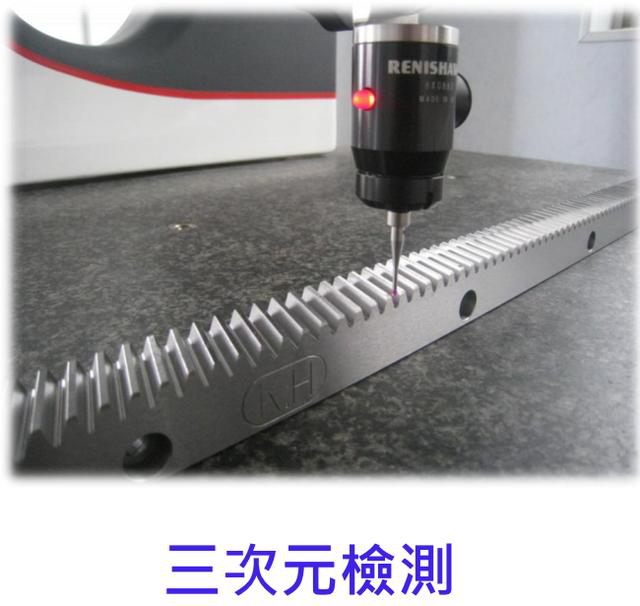
十、成品检验
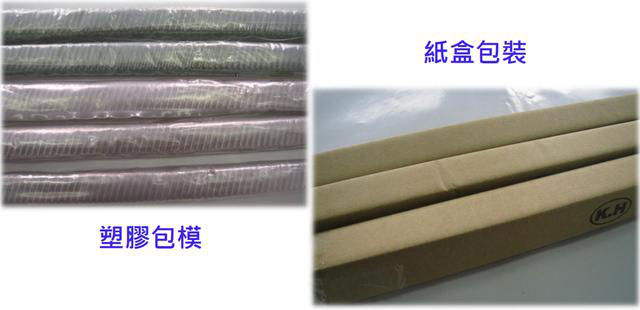
十一、成品包装
想了解更多齿条标准制作工序步骤可以联系
武汉市武汉市思维克科技有限公司
电话:17364077822(同微信)
QQ:2049125942
公司网站:http://www.think-tst.com/
- 新闻推荐
- 最新资讯
- 点击排行